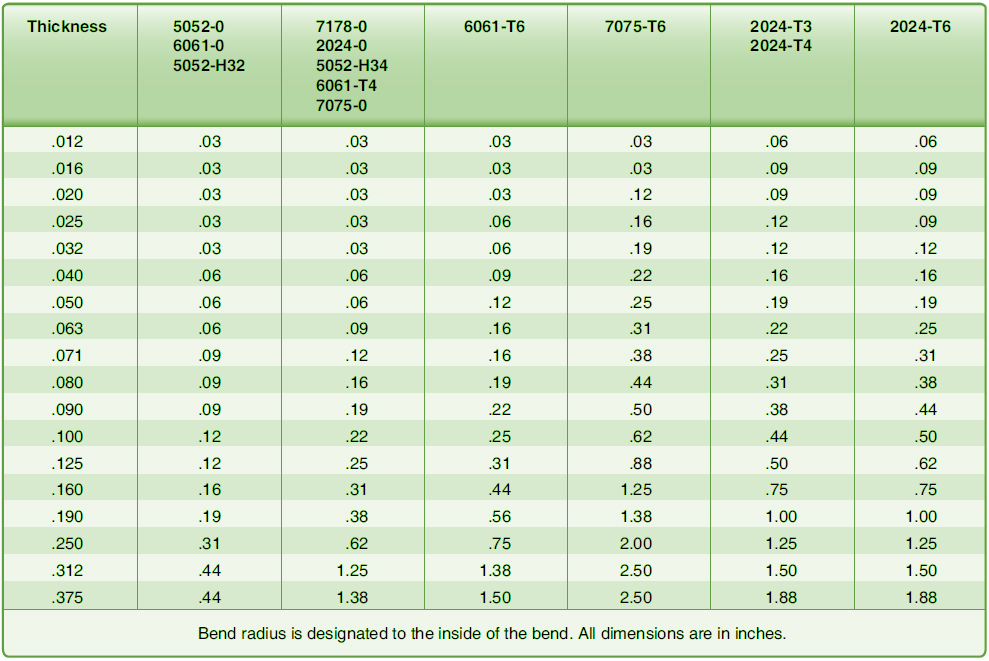
Minimum Bend Radius Sheet Metal Aluminum

Which Aluminum Alloy Bends Best Clinton Aluminum

Layout And Forming Part Two

Bending Basics The Hows And Whys Of Springback And Springforward
Making Straight Line Bends Aircraft Metal Structure Repair Aircraft Systems

Bending Basics The Fundamentals Of Heavy Bending

Aluminum Sheet Minimum Bend Radius Aluminum Sheet

In general parts should be designed with a minimum 1t bend radius radius matching the sheet thickness for the simplest setup and to ensure we can form the intended geometry.
Minimum bend radius sheet metal aluminum.
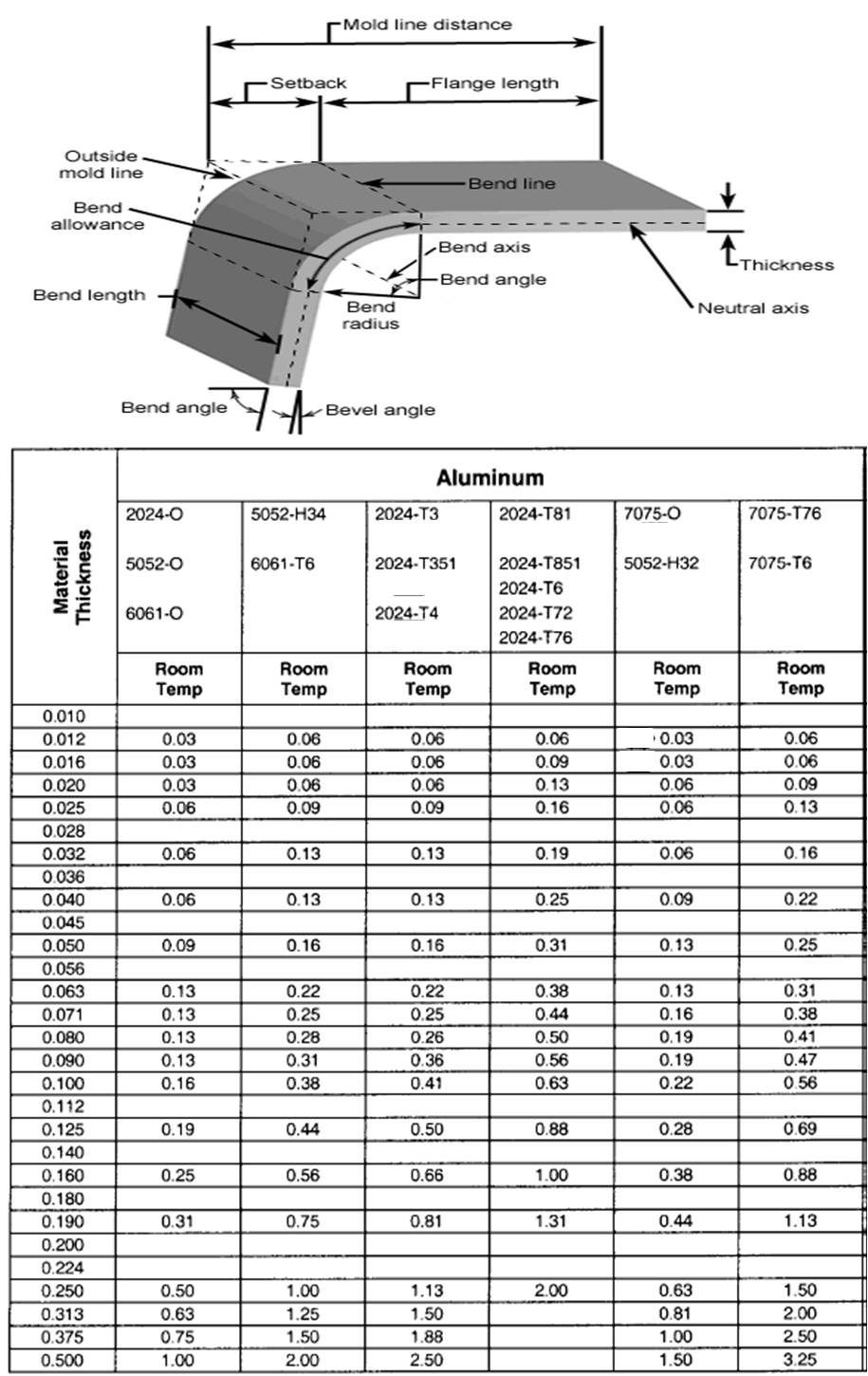
Aluminum Plate Minimum Bend Radius Aluminum Plate

Inside Bending Radii For Sheet And Plate Alloys 5083 6061 From Ullrich
Aluminum Pipe Minimum Bend Radius Aluminum Pipe

Sheet Metal Design Guide Geomiq
Source : pinterest.com
